
Every product you ship relies on packaging that directly affects damage rates and customer satisfaction. While corrugated boxes may seem to be strictly practical, they are impressive engineering feats. Turning raw wood fiber into a finished container takes industrial-scale machinery, precise material science and rigorous quality testing.
This guide follows the entire journey from forest to finished box, so you can see what goes into the packaging that safeguards your products.
The term “cardboard box” applies to two distinct materials designed for different applications.
When choosing a corrugated box, check its performance specifications and dimensions. Two boxes can look identical yet perform very differently under load because the liner weight, flute profile and board grade differ.
These material differences drive the range of box styles the packaging industry has developed for different shipping environments.
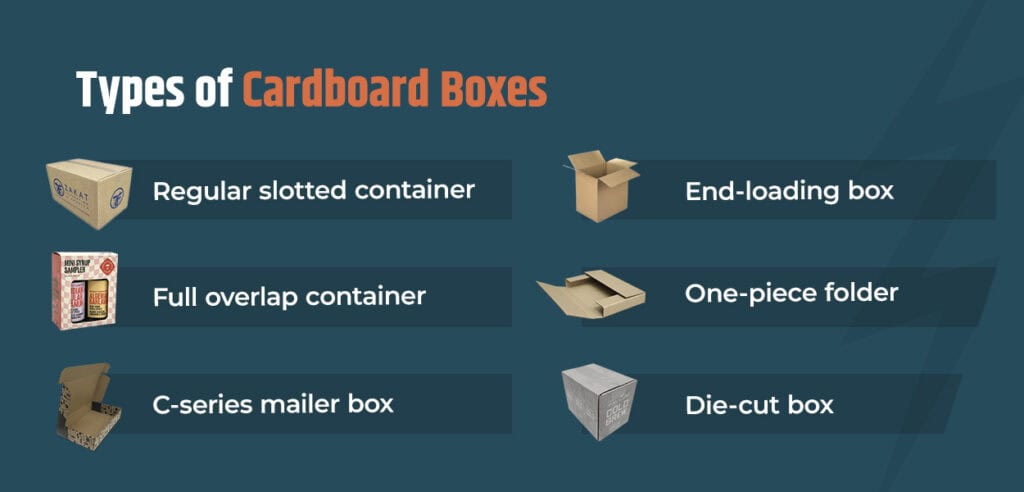
While dozens of standardized styles exist, six types account for most of what ships in the U.S. and globally.
Now that you understand the range of box styles available, let’s explore the manufacturing operation that creates these custom-designed packages, starting with the raw materials.
How is corrugated cardboard made? Corrugated cardboard manufacturers follow a tightly sequenced production chain.
All three layers of corrugated board consist of kraft paper — a durable material produced through a chemical pulping process that preserves the longest wood fibers and provides tensile strength. Modern kraft mills recover their processing chemicals and burn lignin, the organic binder in wood, as fuel, making the operation relatively energy-efficient.
The flat outer layers of corrugated board come in two types.
Board grade refers to the combination of liner weight, flute height and construction strength. Liner weight determines stacking strength, while flute height determines cushioning. Choosing the incorrect grade will force you to choose between overpaying for extra protection or underprotecting products that may arrive damaged.
Finished kraft papers feed into an industrial operation that transforms them into corrugated board at scale.
A corrugator is a machine that produces corrugated board. These machines can stretch 300 feet long, weigh several hundred tons and run at speeds above 800 feet per minute. A roll of flat paper enters one end, and finished corrugated sheets exit the other.
Corrugated sheets are still raw material at this stage. The next phase of the process turns them into finished, printable boxes ready for packing lines.
Each sheet is either die-cut or slotted, depending on the box style.
Printing happens either before or during converting, and the method you choose depends on your volume, artwork complexity and budget.
Cut, scored sheets fold along the crease lines, resulting in what the industry calls a KD, or knocked-down, box — a pre-glued blank that ships flat and pops into shape when needed.
KD blanks are efficient for shipping because a single pallet can hold a few thousand boxes, which would easily fill at least a truck if you shipped them assembled. These flat boxes take their final shape on the packing line, either by hand or on an automated case erector.
Three tests ensure box performance:
These metrics align with standards from ASTM International and the Fibre Box Association, and they’re central to certifications like ISO 9001:2015. Performance and quality are only part of the picture. Modern corrugated manufacturing also prioritizes environmental responsibility, from material sourcing through end-of-life recycling.

By a wide margin, corrugated is the most recycled packaging material in the U.S. Recovered fiber goes straight back into production, so old boxes become new linerboard and medium. A given fiber can cycle through this operation five to seven times before it becomes too short to hold together, at which point adding fresh virgin fibers restores strength. The economics of corrugated recycling are well-established, which is why the collection and processing infrastructure is so broadly available.
The manufacturing side is relatively clean, too. Modern kraft mills recover their processing chemicals and burn lignin, the organic binder in wood, as fuel. The starch-based adhesives used in corrugating are water-soluble and don’t interfere with recycling. Trim waste from die-cutting and slotting gets baled and recycled on-site at most plants, so very little trash leaves the facility.
Use your knowledge of materials, manufacturing methods and environmental impact to make more informed decisions about your packaging needs.
The material, board grade, flute profile, box style and print method all interact with each other. Getting one wrong can mean overspending, underprotecting or delivering a package that doesn’t represent your brand the way you intended.
Here are the questions worth asking:
This table summarizes where flute profiles fit best.
| Flute Profile | Approx. Height | Best For |
| A-flute | ~5 mm | Maximum cushioning and impact absorption |
| B-flute | ~3 mm | Flatter surface, sharper print quality and creases |
| C-flute | ~4 mm | General shipping (most commonly specified profile) |
| E-flute | ~1.5 mm | Retail packaging and lightweight mailers |
| F-flute | < 1 mm | Point-of-purchase displays, shelf-ready packaging |

Every step described above happens under one roof at Bolt Boxes in Minneapolis. This in-house workflow gives us tighter quality control and faster turnaround than manufacturers who outsource parts of the process.
Our structural designers match board grade, flute profile, box style and print method to your product. We run flexo, litho and digital printing with no minimum order, and our kraft boxes are 100% recyclable and made from 60% to 95% post-consumer waste. We hold SFI, ISO 9001:2015 and G7 Master certifications.
Now that you know what goes into a quality box, let us build one for your product. Use our online configurator to spec your box and get a quote, or contact our team to talk through your project. We send structural prototypes so you can check fit and quality before committing to a full run.

